کوٹنگ مواد کا مقصد
زنگ لگنے سے بچنے کے لیے سٹیل کے پائپوں کی بیرونی سطح کو کوٹنگ کرنا بہت ضروری ہے۔ سٹیل کے پائپوں کی سطح پر زنگ لگنا ان کی فعالیت، معیار اور بصری شکل کو نمایاں طور پر متاثر کر سکتا ہے۔ لہذا، کوٹنگ کے عمل کا سٹیل پائپ کی مصنوعات کے مجموعی معیار پر کافی اثر پڑتا ہے۔
-
کوٹنگ مواد کے لئے ضروریات
امریکن پیٹرولیم انسٹی ٹیوٹ کے طے کردہ معیارات کے مطابق، سٹیل کے پائپوں کو کم از کم تین ماہ تک سنکنرن کے خلاف مزاحمت کرنی چاہیے۔ تاہم، زنگ مخالف طویل عرصے کی مانگ میں اضافہ ہوا ہے، بہت سے صارفین کو بیرونی اسٹوریج کے حالات میں 3 سے 6 ماہ تک مزاحمت کی ضرورت ہوتی ہے۔ لمبی عمر کی ضرورت کے علاوہ، صارفین توقع کرتے ہیں کہ کوٹنگز ہموار سطح کو برقرار رکھیں، حتیٰ کہ اینٹی کورروسیو ایجنٹس کی تقسیم بغیر کسی سکپس یا ڈرپس کے جو بصری معیار کو متاثر کر سکتی ہے۔

-
کوٹنگ کے مواد کی اقسام اور ان کے فائدے اور نقصانات
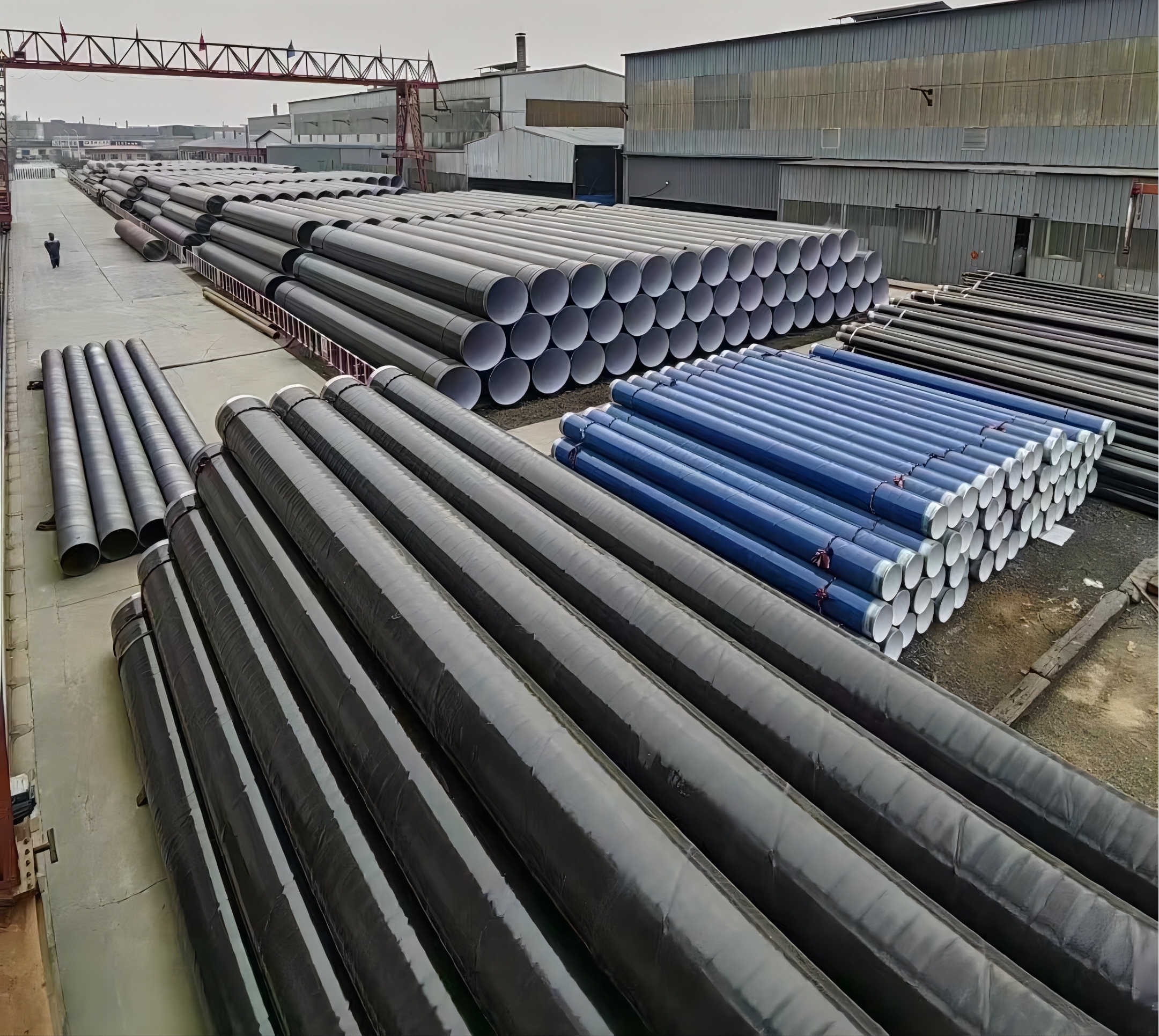
شہری زیر زمین پائپ نیٹ ورکس میں،سٹیل کے پائپگیس، تیل، پانی اور بہت کچھ کی نقل و حمل کے لیے تیزی سے استعمال کیا جاتا ہے۔ ان پائپوں کے لیے کوٹنگز روایتی اسفالٹ مواد سے پولی تھیلین رال اور ایپوکسی رال کے مواد تک تیار ہوئی ہیں۔ پولی تھیلین رال کوٹنگز کا استعمال 1980 کی دہائی میں شروع ہوا، اور مختلف ایپلی کیشنز کے ساتھ، اجزاء اور کوٹنگ کے عمل میں بتدریج بہتری دیکھنے میں آئی ہے۔
3.1 پیٹرولیم اسفالٹ کوٹنگ
پیٹرولیم اسفالٹ کوٹنگ، ایک روایتی اینٹی کورروسیو پرت، پیٹرولیم اسفالٹ کی تہوں پر مشتمل ہوتی ہے، جسے فائبر گلاس کپڑے اور ایک بیرونی حفاظتی پولی وینیل کلورائد فلم سے تقویت ملتی ہے۔ یہ بہترین واٹر پروفنگ، مختلف سطحوں پر اچھی چپکنے، اور لاگت کی تاثیر پیش کرتا ہے۔ تاہم، اس میں خرابیاں ہیں جن میں درجہ حرارت کی تبدیلیوں کے لیے حساسیت، کم درجہ حرارت میں ٹوٹ پھوٹ کا شکار ہونا، اور خاص طور پر پتھریلی مٹی کے حالات میں بڑھاپے اور شگاف کا شکار ہونا، اضافی حفاظتی اقدامات کی ضرورت اور اخراجات میں اضافہ۔
3.2 کول ٹار ایپوکسی کوٹنگ
کول ٹار ایپوکسی، ایپوکسی رال اور کول ٹار اسفالٹ سے بنایا گیا ہے، بہترین پانی اور کیمیائی مزاحمت، سنکنرن مزاحمت، اچھی چپکنے والی، میکانکی طاقت، اور موصلیت کی خصوصیات کو ظاہر کرتا ہے۔ تاہم، اس کے لیے درخواست کے بعد علاج کے لیے طویل وقت درکار ہوتا ہے، جو اس مدت کے دوران موسمی حالات کے منفی اثرات کے لیے حساس بناتا ہے۔ مزید برآں، اس کوٹنگ سسٹم میں استعمال ہونے والے مختلف اجزاء کو خصوصی اسٹوریج کی ضرورت ہوتی ہے، جس سے اخراجات میں اضافہ ہوتا ہے۔
3.3 ایپوکسی پاؤڈر کوٹنگ
Epoxy پاؤڈر کی کوٹنگ، جو 1960 کی دہائی میں متعارف کرائی گئی تھی، میں پہلے سے علاج شدہ اور پہلے سے گرم پائپ کی سطحوں پر الیکٹرو سٹیٹلی طور پر پاؤڈر چھڑکنا شامل ہے، جس سے ایک گھنی اینٹی سنکنرن پرت بنتی ہے۔ اس کے فوائد میں درجہ حرارت کی وسیع رینج (-60 ° C سے 100 ° C)، مضبوط چپکنے والی، کیتھوڈک ڈس بانڈمنٹ کے خلاف اچھی مزاحمت، اثر، لچک، اور ویلڈ کو پہنچنے والے نقصان شامل ہیں۔ تاہم، اس کی پتلی فلم اسے نقصان پہنچانے کے لیے حساس بناتی ہے اور اسے جدید ترین پیداواری تکنیکوں اور آلات کی ضرورت ہوتی ہے، جس سے فیلڈ ایپلی کیشن میں چیلنجز پیدا ہوتے ہیں۔ اگرچہ یہ بہت سے پہلوؤں میں سبقت رکھتا ہے، یہ گرمی کے خلاف مزاحمت اور مجموعی سنکنرن تحفظ کے لحاظ سے پولی تھیلین کے مقابلے میں کم پڑتا ہے۔
3.4 Polyethylene مخالف corrosive کوٹنگ
Polyethylene ایک وسیع درجہ حرارت کی حد کے ساتھ بہترین اثر مزاحمت اور اعلی سختی پیش کرتا ہے۔ اس کی اعلی لچک اور اثر مزاحمت کی وجہ سے پائپ لائنوں کے لیے روس اور مغربی یورپ جیسے سرد خطوں میں وسیع استعمال پایا جاتا ہے، خاص طور پر کم درجہ حرارت پر۔ تاہم، بڑے قطر کے پائپوں پر اس کے اطلاق میں چیلنجز باقی رہتے ہیں، جہاں تناؤ میں شگاف پڑ سکتا ہے، اور پانی کا داخل ہونا کوٹنگ کے نیچے سنکنرن کا باعث بن سکتا ہے، جس سے مواد اور اطلاق کی تکنیکوں میں مزید تحقیق اور بہتری کی ضرورت ہوتی ہے۔
3.5 بھاری اینٹی سنکنرن کوٹنگ
سنکنرن مخالف بھاری کوٹنگز معیاری کوٹنگز کے مقابلے میں سنکنرن مزاحمت کو نمایاں طور پر بہتر کرتی ہیں۔ وہ سخت حالات میں بھی طویل مدتی تاثیر کا مظاہرہ کرتے ہیں، کیمیائی، سمندری، اور سالوینٹ ماحول میں عمر 10 سے 15 سال سے زیادہ اور تیزابی، الکلائن، یا نمکین حالات میں 5 سال سے زیادہ ہوتی ہے۔ ان کوٹنگز میں عام طور پر خشک فلم کی موٹائی 200μm سے 2000μm تک ہوتی ہے، جو اعلیٰ تحفظ اور استحکام کو یقینی بناتی ہے۔ وہ بڑے پیمانے پر سمندری ڈھانچے، کیمیائی سامان، اسٹوریج ٹینک، اور پائپ لائنوں میں استعمال ہوتے ہیں۔
-
کوٹنگ مواد کے ساتھ عام مسائل
کوٹنگز کے ساتھ عام مسائل میں ناہموار استعمال، اینٹی کورروسیو ایجنٹوں کا ٹپکنا، اور بلبلوں کا بننا شامل ہیں۔
(1) غیر مساوی کوٹنگ: پائپ کی سطح پر اینٹی کوروزیو ایجنٹوں کی غیر مساوی تقسیم کے نتیجے میں کوٹنگ کی موٹائی زیادہ ہوتی ہے، جو ضائع ہونے کا باعث بنتی ہے، جب کہ پتلی یا بغیر کوٹنگ والے حصے پائپ کی سنکنرن مخالف صلاحیت کو کم کر دیتے ہیں۔
(2) اینٹی سنکنرن ایجنٹوں کا ٹپکنا: یہ رجحان، جہاں اینٹی سنکنرن ایجنٹ پائپ کی سطح پر مشابہہ بوندوں کو مضبوط کرتے ہیں، جمالیات کو متاثر کرتے ہیں جبکہ سنکنرن مزاحمت کو براہ راست متاثر نہیں کرتے ہیں۔
(3) بلبلوں کی تشکیل: استعمال کے دوران اینٹی کوروسیو ایجنٹ کے اندر پھنسی ہوا پائپ کی سطح پر بلبلے بناتی ہے، جس سے ظاہری شکل اور کوٹنگ کی تاثیر دونوں متاثر ہوتی ہیں۔
-
کوٹنگ کے معیار کے مسائل کا تجزیہ
ہر مسئلہ مختلف وجوہات سے پیدا ہوتا ہے، مختلف عوامل کی وجہ سے ہوتا ہے۔ اور اسٹیل پائپ کا ایک بنڈل جو مسئلہ کے معیار سے نمایاں ہوتا ہے وہ بھی کئی کا مجموعہ ہو سکتا ہے۔ ناہموار کوٹنگ کی وجوہات کو تقریباً دو قسموں میں تقسیم کیا جا سکتا ہے، ایک اسٹیل پائپ کے کوٹنگ باکس میں داخل ہونے کے بعد چھڑکاؤ کی وجہ سے ہونے والا ناہموار رجحان؛ دوسرا غیر اسپرے کی وجہ سے ناہموار رجحان ہے۔
پہلی رجحان کی وجہ واضح طور پر دیکھنے کے لئے آسان ہے، کوٹنگ کا سامان جب 360 ° میں کوٹنگ باکس میں سٹیل پائپ چھڑکنے کے لئے کل 6 بندوقیں (کیسنگ لائن میں 12 بندوقیں ہیں) کے ارد گرد. اگر بہاؤ سے باہر چھڑکنے والی ہر بندوق کا سائز مختلف ہے، تو یہ سٹیل پائپ کی مختلف سطحوں میں اینٹی کورروسیو ایجنٹ کی غیر مساوی تقسیم کا باعث بنے گا۔
دوسری وجہ یہ ہے کہ چھڑکنے کے عنصر کے علاوہ ناہموار کوٹنگ کے رجحان کی دیگر وجوہات بھی ہیں۔ بہت سے قسم کے عوامل ہیں، جیسے سٹیل پائپ آنے والی زنگ، کھردری، تاکہ کوٹنگ کو یکساں طور پر تقسیم کرنا مشکل ہو؛ اسٹیل پائپ کی سطح میں پانی کے دباؤ کی پیمائش ہوتی ہے جب ایمولشن، اس بار ایمولشن کے ساتھ رابطے کی وجہ سے کوٹنگ کے لیے، تاکہ پرزرویٹیو کو اسٹیل پائپ کی سطح سے جوڑنا مشکل ہو، تاکہ ایملشن کے اسٹیل پائپ کے حصوں کی کوئی کوٹنگ نہ ہو، جس کے نتیجے میں پورے اسٹیل پائپ کی کوٹنگ یکساں نہیں ہے۔
(1) anticorrosive ایجنٹ کے قطرے پھانسی کی وجہ. اسٹیل پائپ کا کراس سیکشن گول ہوتا ہے، جب بھی سٹیل پائپ کی سطح پر اینٹی کورروسو ایجنٹ کا چھڑکاؤ کیا جاتا ہے تو اوپری حصے میں اینٹی کورروسیو ایجنٹ اور کنارے کشش ثقل کے عنصر کی وجہ سے نچلے حصے میں بہہ جائے گا، جو ہینگ ڈراپ کا رجحان بنائے گا۔ اچھی بات یہ ہے کہ اسٹیل پائپ فیکٹری کی کوٹنگ پروڈکشن لائن میں تندور کے سازوسامان موجود ہیں، جو اسٹیل پائپ کی سطح پر چھڑکنے والے اینٹی کورروسو ایجنٹ کو وقت پر گرم اور ٹھوس بنا سکتے ہیں اور اینٹی کورروسو ایجنٹ کی روانی کو کم کر سکتے ہیں۔ تاہم، اگر anticorrosive ایجنٹ کی viscosity زیادہ نہیں ہے؛ چھڑکنے کے بعد بروقت گرم نہیں ہونا؛ یا حرارتی درجہ حرارت زیادہ نہیں ہے؛ نوزل اچھی کام کرنے کی حالت میں نہیں ہے، وغیرہ اینٹی کورروسیو ایجنٹ کے قطرے لٹکائے گا۔
(2) anticorrosive foaming کی وجوہات۔ ہوا کی نمی کے آپریٹنگ سائٹ کے ماحول کی وجہ سے، پینٹ کی بازی ضرورت سے زیادہ ہے، بازی کے عمل کے درجہ حرارت میں کمی حفاظتی بلبلنگ رجحان کا سبب بنے گی۔ ہوا میں نمی کا ماحول، کم درجہ حرارت کے حالات، چھوٹی چھوٹی بوندوں میں منتشر ہونے والے پرزرویٹوز، درجہ حرارت میں کمی کا باعث بنیں گے۔ درجہ حرارت میں کمی کے بعد زیادہ نمی کے ساتھ ہوا میں موجود پانی پرزرویٹیو کے ساتھ مل کر باریک پانی کی بوندوں کی شکل میں گاڑھا ہو جائے گا، اور آخر کار کوٹنگ کے اندر داخل ہو جائے گا، جس کے نتیجے میں کوٹنگ میں چھالے پڑ جائیں گے۔
پوسٹ ٹائم: دسمبر-15-2023